As PLM Implementation Consultants, we meet with companies from different industries on a daily basis. It is apparent that all products include electronics nowadays, but the management of electronic CAD data (ECAD) is not as mature as the management of mechanical CAD data (MCAD). Therefore companies, regardless of their industry, should take ECAD data management seriously and include it in their PLM roadmaps.
Today, companies need to document full product definition in an enterprise system like PLM. Enterprise visibility to complete product data helps companies be more efficient, not only in product design but also across the enterprise.
Shortage of components, as seen today, puts extreme pressure on companies to find alternative suppliers and parts. Different ways to manufacture or procure parts from various locations make efficient procurement, manufacturing, and change management a challenge if data is managed in network folders and changes in emails. Furthermore, someone needs to document the product changes to enable product support, aftermarket, and different life cycle service. When the frequency of changes increases, documentation and change impact analysis might get neglected if there are many manual steps in the processes.
An increase of product regulatory demands on OEMs increases the need to know and document the products. Today, it is no longer enough to rely on part suppliers’ certification to comply with different regulations such as REACH or RoHS. The regulations change frequently, and new ones are imposed on OEMs. The more markets the products are put on, the more regulations to comply with. Knowledge of chemical substances in the product makes it possible to anticipate needed product changes in advance to minimize the risk of banned market entry or not being compliant with new regulations. The full product definition includes complete BOMs and related documents to both bought and own-design parts. World-class manufacturers include product chemical composition alongside other documents in the product definition in one way or another.
Improved part life cycle visibility across design, procurement, and manufacturing makes it possible to react quickly to component availability or pricing changes. Sourcing alternative parts and changing the product can start earlier and keep all the functions aware of each other’s progress in the change process.
Improved part supplier management also makes changing suppliers easier. In extreme cases, it is impossible to change PCB supplier because the current PCB supplier has the knowledge of available and approved component manufacturers. When OEMs have the information in their own hands, they are less dependent on the current suppliers.
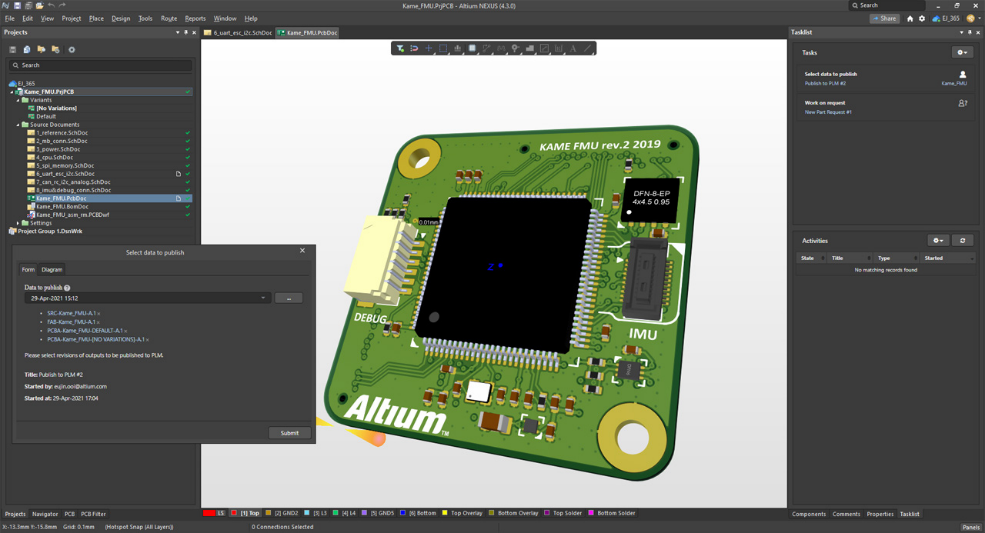
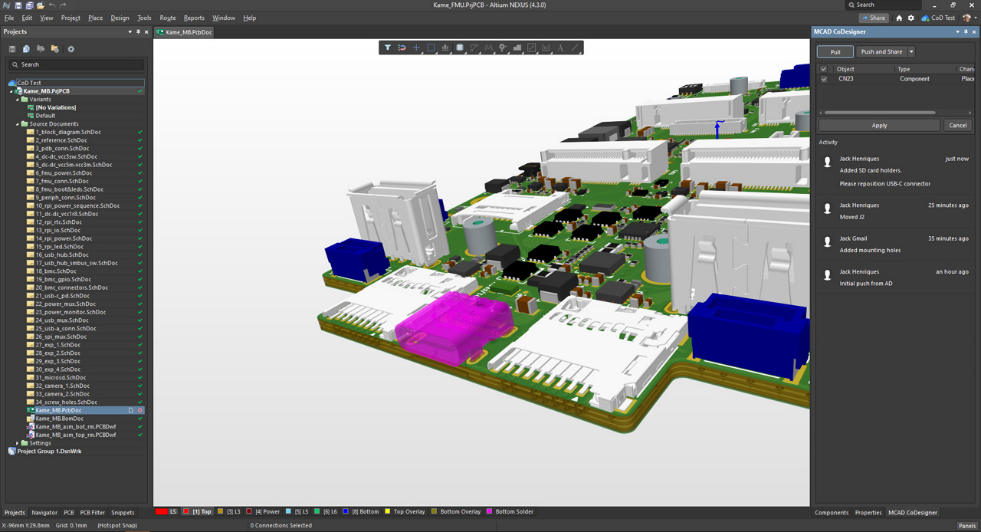
Improved collaboration of design domains through data exchange between ECAD and MCAD tools enables interference and heat exchange analysis multiple times during the design cycle. With the traditional approach using neutral file formats such as DXF, IDF, or STEP, the iteration rounds take a lot of time and are not done frequently enough. Different domains are synchronized easier and quicker with a solid and version-managed data exchange process. This helps companies get the products to the markets on time with less risk of delayed product launches.
Efficient product compliance reporting is possible when the product information is in one system and is up to date. When the compliance engineer pulls out the data, s/he can at the same time see if there are ongoing changes that affect the regulatory compliance. This reduces the risk of a product hitting the market based on old documentation. If this is discovered later, it can lead to costly product recalls or withdraws.
Every OEM is interested in gaining the above benefits. But collecting all the data needed, and keeping it up to date, requires so much work that it is not practically possible to manage. This is what a good, transparent, and intuitive ECAD data management system, such as Altium NEXUS, makes possible. Getting all these benefits is possible when data collection is part of daily work without added labor. Utilizing online services like Octopart and enabling enterprise access to data through native PLM integration, such as integration with PTC Windchill, does not add to the design team’s work. Quite the opposite, Altium NEXUS reduces manual steps in the process and makes design teams more efficient.
Stay tuned for a follow-up when I tell you about Altium NEXUS capabilities. These capabilities enable companies to achieve the benefits that I have discussed here.
What is the value of integrating my company's ECAD design data with our windchill plm system
Integrating your company’s ECAD design data with your Windchill PLM system can offer several significant benefits:
01
Improved Collaboration
Integration facilitates seamless collaboration between different design teams (mechanical, electrical, and electronic) by combining all design data into a common data model.
02
Enhanced Data Management
It allows for better management of all engineering data and objects in a unified mechatronic PLM environment, ensuring that everyone involved has access to up-to-date technical data.
03
Efficient Change Management
Integration improves part lifecycle visibility across design, procurement, and manufacturing, enabling quicker reactions to component availability or pricing changes.
04
Reduced Time-to-Market
By streamlining workflows and improving coordination processes, integration can help reduce innovation costs and avoid change requests after product release, ultimately shortening the time-to-market.
05
Regulatory Compliance
It helps in documenting full product definitions, including chemical compositions, which is crucial for complying with various regulations such as REACH or RoHS.
06
Cost Savings
Improved supplier management and the ability to source alternative parts more efficiently can lead to significant cost savings.
Overall, integrating ECAD design data with Windchill PLM can enhance your company’s efficiency, collaboration, and compliance, leading to better product quality and faster market delivery.
Benefits
Can you explain change management benefits?
Some key data management benefits of integrating your ECAD design data with your Windchill PLM system:
01
Centralized Repository
All product-related data, including ECAD designs, are stored in a single, centralized location. This makes it easier to access, manage, and retrieve data when needed, reducing the risk of data loss or duplication.
02
Consistency and Accuracy
With a centralized system, you ensure that everyone in your organization is working with the most up-to-date and accurate data. This reduces errors and inconsistencies that can arise from using outdated or incorrect information.
03
Improved Data Security
Windchill PLM systems often come with robust security features that protect sensitive design data from unauthorized access. This ensures that your intellectual property is safeguarded.
04
Efficient Data Retrieval
Integrated systems allow for quick and efficient retrieval of data. Whether you need to access historical design information or current project details, you can do so easily without having to search through multiple systems.
05
Enhanced Collaboration
By having all data in one place, different teams can collaborate more effectively. Mechanical, electrical, and electronic engineers can access the same data, facilitating better communication and coordination.
06
Version Control
Windchill PLM systems provide version control capabilities, allowing you to track changes and revisions to design data. This ensures that you can always revert to previous versions if needed and understand the evolution of your designs.
07
Regulatory Compliance
Centralized data management helps in maintaining compliance with industry regulations. You can easily generate reports and documentation required for regulatory purposes, ensuring that your products meet necessary standards.
08
Reduced Redundancy
By integrating ECAD data with Windchill, you eliminate the need for duplicate data entry and storage. This reduces redundancy and streamlines data management processes.
Overall, these benefits lead to more efficient operations, better product quality, and a more agile response to market demands.
Collaboration
Integrating ECAD design data with PLM system can improve collaboration
Some examples of how integrating ECAD design data with your Windchill PLM system can improve collaboration:
01
Cross-Functional Team Collaboration
Mechanical, electrical, and electronic engineers can access the same design data, ensuring everyone is on the same page. For instance, if an electrical engineer makes a change to a circuit design, the mechanical engineer can immediately see how this affects the overall product assembly and make necessary adjustments.
02
Concurrent Engineering
Teams can work on different aspects of the product simultaneously. For example, while the ECAD team is finalizing the electronic components, the mechanical team can work on the housing design, knowing that any changes will be automatically updated in the PLM system.
03
Design Reviews and Approvals
Integrated systems facilitate easier design reviews and approvals. Teams can collaborate on reviewing designs, providing feedback, and approving changes within the PLM system, streamlining the process and reducing delays.
04
Change Management
When a change is made to the ECAD design, it can automatically trigger updates in related mechanical designs or manufacturing processes. This ensures that all teams are aware of changes and can adjust their work accordingly, reducing the risk of errors and miscommunication.
05
Supplier Collaboration
Suppliers can be given access to relevant design data within the PLM system. This allows them to collaborate more effectively with your internal teams, ensuring that components are designed and manufactured to the correct specifications.
06
Project Management
Project managers can use the integrated system to track progress, assign tasks, and monitor deadlines. This ensures that all team members are aware of their responsibilities and can collaborate to meet project goals.
07
Documentation and Reporting
Teams can collaborate on creating and maintaining documentation within the PLM system. This ensures that all necessary reports, manuals, and compliance documents are up-to-date and accessible to everyone involved.
These examples highlight how integration can lead to more efficient and effective collaboration, ultimately improving the quality and speed of your product development process.
ECAD with PLM
PIAB for ECAD
XPLM Components
ECAD – Component Library ECAD – Project Data and BOM ECAD – PLM Integration
PIAB Components
Supplier Part Management Supplier Qualification Supplier PPAP Supplier Asset Management New Component Request Engineering Change Management Red Part Deviation Variation Order / Variance
A supplier PPAP (Production Part Approval Process) is a standardized process used primarily in the automotive and aerospace industries to ensure that suppliers can meet the quality and manufacturability requirements of the parts they produce[1][2]. Here are the key aspects:
Purpose:
Ensure Quality: Demonstrates that the supplier’s production process can consistently produce parts that meet the customer’s specifications [1].
Minimize Risk: Reduces the risk of defects and non-conformances by verifying the production process before full-scale manufacturing [2].
Components:
Design Records: Documentation of all specifications and requirements for the part [1].
Process Flow Diagram: Visual representation of the production process [1].
Control Plan: Detailed plan for controlling the production process to ensure quality [1].
Failure Mode and Effects Analysis (FMEA): Analysis of potential failure modes and their impact on the process [1].
Measurement System Analysis (MSA): Evaluation of the measurement systems used in the production process [1].
Statistical Process Control (SPC): Use of statistical methods to monitor and control the production process [1].
Approval:
Part Submission Warrant (PSW): A form summarizing the PPAP package, requiring formal certification and approval by both the supplier and the customer [1].
The red part deviation process typically refers to a specific procedure used in manufacturing and quality control to address deviations or non-conformities in parts that are critical to the final product. Here are the key aspects:
Purpose:
Identify and Address Deviations: The process is designed to identify parts that deviate from the specified standards and address these issues promptly to ensure product quality and safety
Identify
Identify and Address Deviations
The process is designed to identify parts that deviate from the specified standards and address these issues promptly to ensure product quality and safety.
The red part deviation process typically refers to a specific procedure used in manufacturing and quality control to address deviations or non-conformities in parts that are critical to the final product. Here are the key aspects:
01
Detection
Identifying the deviation through inspections, tests, or monitoring systems
02
Documentation
Recording the details of the deviation, including the nature of the defect, the part affected, and any relevant measurements
03
Analysis
Conducting a root cause analysis to determine why the deviation occurred
03
Corrective Action
Implementing measures to correct the deviation and prevent its recurrence
03
Approval
Obtaining approval from relevant stakeholders to proceed with the corrected part or process
These examples highlight how integration can lead to more efficient and effective collaboration, ultimately improving the quality and speed of your product development process.
Importance
The Importance of Process Deviations
01
Quality Assurance
Ensures that all parts meet the required specifications and standards
02
Compliance
Helps maintain compliance with industry regulations and standards
03
Continuous Improvement
Provides insights for continuous improvement in manufacturing processes
Would you like more details on any specific step of the red part deviation process?
Contact a CAD Expert
Get the latest news, product updates, and unique perspectives delivered straight to your inbox. Join our growing community of savvy business leaders and professionals.